
Þetta eru 3 stigin fyrir háhitamót með PPSU plastefni
Hver er kosturinn fyrir PPSU efni?
Skammtímahitaþol PPSU plasts er allt að 220 gráður og langtímahitastigið getur náð 180 gráður og það þolir olíuhitaumhverfið 170-180 gráður.PPSU hlutar hafa góðan víddarstöðugleika og þola heitt vatn/kælimiðill/eldsneytisolíu.Með þessari frábæru eign er hægt að nota PPSU til að framleiða hágæða tæknilegar og mikið hlaðnar vörur.Það verður nú fyrsta efnið sem kemur í stað málma, keramik og harðra fjölliða.
PPSU plast er í auknum mæli notað til að undirbúa og endurhita heitar máltíðir, sérstaklega fyrir háspennuhluti sem verða að hafa mikla víddarstöðugleika og góða vélræna og góða rafeinangrunareiginleika sem og mikla hitaöldrunarþol, framúrskarandi eldþol og góða viðnám gegn efnatæringu og vatnsrof.
Með þessu verður það mikilvægt efni í fjölmörgum forritum í atvinnugreinum eins og geimferðum, rafmagns- og rafeindaíhlutum, bifreiðum og flutningum.
Hvernig á að gera hitastýringu fyrir PPSU mótun?
Eins og með önnur verkfræðileg hitauppstreymi, krefst stöðug framleiðsla á hágæða mótuðum hlutum nákvæma stjórn á hitastigi háhita innspýtingarmótsins.Bæði vatn og olía geta stöðugt stjórnað moldhitastigi á milli 140 og 190 gráður.Ef hitastýribúnaðurinn er vel hannaður er hægt að nota vatn um 200 gráður sem hitastýringarmiðil.Einnig er hægt að nota rafræna hitastýringu í vissum tilvikum.Fyrir sprautumótun ætti PPSU efnið að vera þurrkað, við mælum með að þurrka efnið við 150-160 gráðu hita í 3-6 klukkustundir.Tunnan á sprautumótunarvélinni ætti að vera nógu hreinsuð.Og mælt er með að innspýtingshitastigið sé stjórnað um 360-390 gráður.
Hvernig á að búa til háhita innspýtingarmót fyrir PPSU efni?
Sprautumótið fyrir PPSU efni verður að geta staðist tiltölulega hátt hitastig sem mótunartæki fyrir háan hita.Auk þess að samþykkja hæfilega vélræna hönnun og velja viðeigandi moldefni, ætti einnig að nota hitaþolnar og þrýstiþolnar slöngur til að hámarka hönnun kælirása, innsigla og tengi.
Hönnunarpunktar:
1. Val og meðhöndlun á stáli: a).Hitastig mótsins ætti að miðast við 140 til 150 gráður og líftíma moldsins ætti að hafa í huga við fjöldaframleiðslu.b).Móthitameðferðin þarf að vera HRC60-65 í heildina.c).Meðferð með rafhúðun getur aukið endingartíma mótunar.
2. Hlauparform: kringlótt eða trapisulaga hentar.Einnig er krafist kölds sniglbrunns.
3. Hliðargerðir: Pin point hlið, flipahlið, diskhlið, talað hlið, hliðarhlið, beint hlið og undirhlið.
4. Gasloftun: Loftræsting er mjög mikilvægt fyrir PPSU efnismót.Að lofta ekki nóg mun valda bruna, litabreytingum og grófu yfirborði og svo framvegis.Gasloftið er venjulega 0,015 ~ 0,2 mm á hæð og yfir 2 mm á breidd.
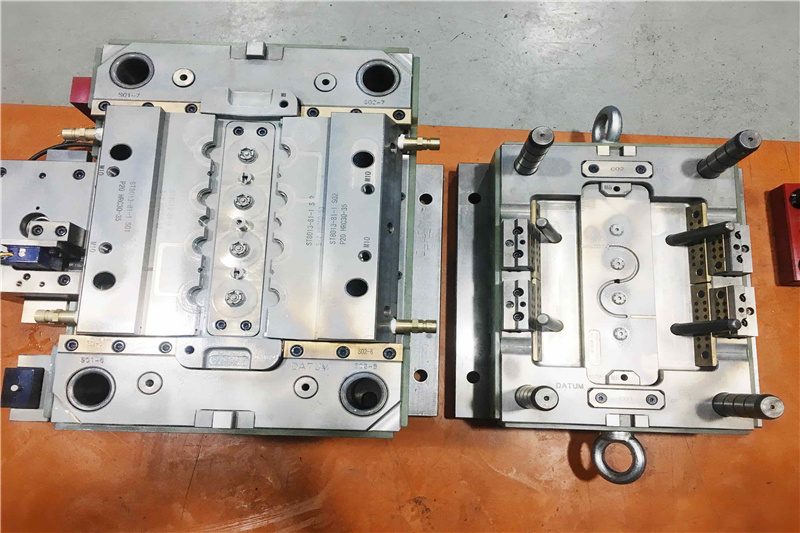
Suntime Precision Mould hefur mikla reynslu af plastsprautumóti fyrir háhitamót fyrir efni eins og PPSU og PEEK.Viðskiptavinir eru mjög ánægðir með hágæða okkar og skjótan afgreiðslutíma.Myndin að neðan er ein af háhitamótunum sem við höfum búið til til að fylla og festa hluta.Það er 4 hola sjálfsskrúfandi mót.Fyrir frekari upplýsingar um þessa tegund af mótum, vinsamlegast skoðaðu dæmisögu okkar á vefsíðunni:https://www.suntimemould.com/auto-unscrewing-plastic-injection-mould-with-ppsu-material-high-temperature-mold-product/
Birtingartími: 18. desember 2021





